
For over two decades, business backpacks have remained one of the most consistently in-demand categories across corporate gifting, IT retail, and cross-border e-commerce platforms like Amazon. Yet behind this steady demand lies a supply chain minefield that many B2B buyers know all too well: the sample looks flawless, but the bulk order arrives with zippers that fail within weeks. Lead times promised at 30 days quietly stretch into 60. Color consistency that passed on a single prototype falls apart across an 800-unit production run.
These aren’t isolated incidents—they’re symptoms of working with suppliers who lack true manufacturing control over their own supply chain.
As a custom business backpack factory with more than 20 years of hands-on production experience, we’ve seen these pain points from the inside of the factory floor, not just from a sales desk. In this guide, we break down exactly what it takes to source custom laptop backpacks that meet your budget, pass international quality standards, and give your brand a real competitive edge in the market. Check out our [custom business backpacks] for our latest premium designs.)
Critical Factors in Customizing Business Backpacks
When looking to develop custom business backpacks, understanding the difference between simple logo-slapping and true OEM/ODM product development is key. Real customization goes far beyond printing a logo on a stock bag—it touches every layer of the product, from the fabric on the outside to the hardware hidden inside. Below, we break down the four factors that separate a backpack that merely looks premium from one that performs like it.
Fabric Selection: Balancing Aesthetics and Durability
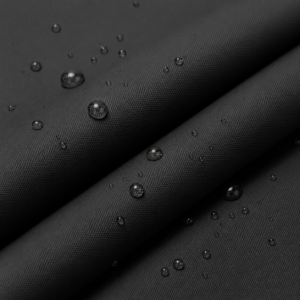
The fabric is the first thing a buyer touches and the first thing that wears out. For custom business backpacks aimed at the corporate or premium retail market, two material families dominate: PU Leather, prized for its modern, executive aesthetic and lower cost compared to genuine leather, and high-density polyester or nylon—most commonly 1680D or 900D Oxford fabric—valued for its abrasion resistance and rugged, professional finish.
The choice isn’t purely cosmetic. A water-resistant PU coating can mean the difference between a laptop surviving a sudden downpour or not. (To learn more about backpack fabrics, read our detailed guide on Polyester vs. Nylon for Custom Bags). And for buyers exporting to the EU, North America, or Australia, fabric compliance isn’t optional: certifications like REACH, RoHS, and GRS are increasingly demanded by corporate procurement teams and retail buyers alike. A factory that can’t produce test reports for these standards on request is a factory that hasn’t done real OEM/ODM development—only assembly.
Functional Hardware & Electronics Integration
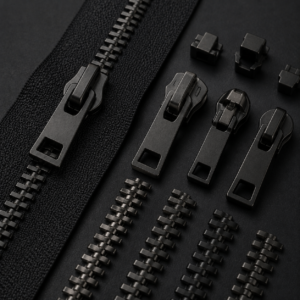
For any laptop backpack subjected to daily use, the zipper is the first component to fail—and often the first thing a buyer judges quality by. YKK zippers remain the industry gold standard, offering superior pull strength and a longer lifecycle, though at a higher unit cost. SBS zippers provide a solid mid-tier alternative, balancing cost and durability for buyers working within tighter budgets. Beyond metal zippers, many of our clients also opt for nylon coil zippers or resin (plastic) zippers, which offer better flexibility, quieter operation, and stronger water resistance for weatherproof compartments.
On the electronics side, integrating a USB charging port has become a near-standard feature for business backpacks. Done correctly, this means routing the internal charging cable securely along the interior lining and reinforcing the connector joint to withstand repeated plugging. Some premium lines also incorporate vacuum compression technology, letting users compress soft goods for maximum packing efficiency—engineered without compromising the durability of nearby wiring or connectors.
Invisible Security: Anti-Theft Features
Business travelers rank security among their top priorities when choosing a laptop backpack, and the best protection is often the kind that stays out of sight. Hidden zipper pockets, concealed along the back panel or side seams, give users a discreet place to store passports, cash, or spare cards away from prying eyes. For buyers targeting higher-risk urban or travel markets, slash-resistant materials—typically a reinforced fabric layer or embedded mesh—can be integrated into key panels to deter blade-based theft attempts.
Equally important is RFID-blocking technology. With contactless card skimming on the rise, an increasing number of corporate buyers specifically request an RFID-shielded pocket as a standard feature, not an upsell. Building this in during the design phase—rather than retrofitting it later—keeps both cost and lead time under control.
Ergonomics and Comfort: The Anatomy of Back Support
A fully loaded laptop backpack—complete with a device, charger, notebooks, and daily essentials—can easily exceed 4-5 kilograms. Without proper ergonomic engineering, that weight translates directly into shoulder strain and lower back fatigue, especially for buyers whose end users carry these bags through airports and long commutes daily.
S-curve shoulder straps are the industry standard for solving this. Unlike flat, straight straps, the S-curve design follows the natural contour of the shoulder and chest, distributing weight more evenly and reducing pressure points during extended wear. Pairing this with a high-resilience 3D honeycomb mesh back panel adds another layer of comfort: the raised mesh structure creates airflow channels between the bag and the wearer’s back, minimizing sweat buildup while providing cushioned support against the spine.
For business travelers who frequently move through airports, a luggage trolley strap—a reinforced sleeve on the back panel that slides over a rolling suitcase handle—has become a near-essential feature. It’s a small design detail, but its absence is one of the most common complaints in negative product reviews, making it a standard specification we build into nearly every corporate laptop backpack order.
Navigating the OEM/ODM Process with Your Supplier
Understanding the fabric and hardware details is only half the equation—the other half is knowing how the production process actually works once you’ve chosen your supplier. To streamline the OEM/ODM process, our tech department reviews your design blueprints from day one, ensuring every specification is manufacturable before a single stitch is sewn. Here’s what that process looks like in practice.
Step 1: Tech Pack Review and Sample Development (3-7 Days)
The process begins with a Tech Pack—a technical document outlining dimensions, materials, hardware specs, and construction details—or, for buyers without one, a simple 2D sketch or reference image is enough to get started. Our design team reviews the submission, flags any structural or material issues early, and confirms feasibility before moving to sampling.
Once confirmed, our sample room typically turns around a physical prototype within 3-7 days. This includes precise Pantone color matching to ensure the sample’s fabric and hardware tones align exactly with your brand guidelines, along with structural refinements—adjusting pocket placement, strap angles, or compartment sizing—based on real-world handling rather than just the flat sketch.

Step 2: Demystifying MOQ and Material Sourcing Requirements
For most B2B buyers, MOQ (Minimum Order Quantity) is the single biggest source of frustration in the sourcing process. A design gets approved, a budget gets set—and then the supplier comes back with a minimum order far beyond what the buyer actually needs. Understanding why MOQ exists is the first step to negotiating around it.
The truth is, MOQ rarely comes from the assembly factory itself—it comes from further up the supply chain. Custom fabric mills won’t dye or weave a specific color or weight below a certain yardage. Hardware suppliers won’t run a custom electroplating batch, like a specific gunmetal or matte-black finish, for just a few hundred units. When a factory quotes you a high MOQ, it’s often simply passing along the constraints of their upstream vendors.
This is precisely where Quanzhou Nice Bags operates differently. Because we run our own in-house material factory—covering both fabric production and hardware finishing—we aren’t bound by a third-party mill’s minimums. We can allocate smaller custom fabric runs and hardware batches internally, which means we’re able to offer significantly more flexible MOQ terms than factories that outsource their materials. For boutique corporate orders in the 500–1,000 unit range—too large for a small workshop, too small for a mega-factory—this integrated supply chain is often the deciding factor in making a project financially viable at all. You can explore our ready-to-customize base models in our [business laptop backpack collection].
Step 3: Mass Production and Strict QC Standards
Once the sample is approved and materials are confirmed, mass production typically takes 20-45 days, depending on order volume and design complexity. But speed means little without consistent quality control across every unit—not just the first sample.
Our QC process follows AQL 2.5 / 4.0 at three checkpoints: a pre-production sample confirmation to lock in the final specification before the line starts, in-process random inspections to catch stitching or hardware issues early rather than after the fact, and a pre-shipment inspection that includes physical stress tests—pull-strength testing on straps and handles, and repeated zipper cycle testing—to confirm the bag holds up under real-world use, not just visual inspection.
When sourcing custom business backpacks in mid-sized volumes—typically 500 to 1,000 units—many sourcing managers find themselves caught in a familiar supply chain dilemma. Large-scale manufacturers turn these orders away, unwilling to bend their rigid, high-MOQ requirements for a single boutique client. On the other end, small workshops often can’t handle specialized customization requests—precise hardware electroplating, multi-colored zipper threading, and similar details—or they pass exorbitant setup costs onto the client, inflating the quote to a point where the project no longer makes financial sense.
At Quanzhou Nice Bags, we operate in the gap between these two extremes. Below is a real-world case study showing how our integrated supply chain delivered enterprise-level precision for a boutique corporate order—without the enterprise-level MOQ.
Case Study: Overcoming Hardware & Stitching Bottlenecks for an 800-Unit Corporate Order
Corporate gifting demands absolute perfection. A single visible flaw—mismatched hardware, sloppy stitching—can quietly undermine a brand’s image at scale. Yet controlling electroplating consistency and managing precise micro-tailoring across small batches remain two of the most notorious bottlenecks in custom backpack manufacturing. Here’s how we helped a San Francisco-based tech firm navigate both, for an 800-unit custom business backpack order.
The Challenge: The client’s design team envisioned a sleek executive laptop backpack with a multi-tonal aesthetic—different colored zippers for separate compartments, each paired with a custom gunmetal hardware finish. This created two serious manufacturing hurdles. First, electroplating consistency is notoriously volatile; matching an identical gunmetal shade across differently shaped hardware components is difficult even at scale, let alone in smaller volumes. Second, multiple zipper colors demanded precise color-matched stitching for each individual zipper tape—meaning constant changeovers of both the top and bobbin thread, plus machine tension recalibration, all of which disrupts assembly-line efficiency. For a boutique 800-unit order, most factories simply declined the job. The alternative—used by many small workshops to cut labor costs—is defaulting to a single generic thread color across the entire bag, resulting in mismatched, cheap-looking stitch lines.
Our Solution: As a fully integrated OEM/ODM manufacturer with our own hardware and material factories under one roof, Nice Bags approached this differently. Our technical team ran the custom gunmetal electroplating for the zipper pullers, D-rings, and buckles in the same chemical bath simultaneously, eliminating shade variance entirely. On the stitching side, rather than cutting corners, our production managers dedicated a specialized flexible line to the project, sourcing high-strength, color-matched bonded nylon thread for every individual zipper color. Senior operators handled each thread changeover and tension adjustment by hand, ensuring every stitch aligned flawlessly with its corresponding fabric and zipper tape.
The Result: Counter-samples were approved within 5 days, with zero color discrepancies. The full 800-unit order was completed and delivered to San Francisco within 25 days—every piece of hardware carrying a uniform metallic sheen, every stitch line clean and retail-ready. By solving the exact hardware and labor-intensive tailoring challenges that other suppliers turned away, Nice Bags secured a lasting partnership as the client’s exclusive annual corporate merchandise manufacturer. If you have an upcoming project under 1,000 units, contact our engineering team today to discuss custom hardware solutions.
Why Partner with Quanzhou Nice Bags?
Choosing a supplier for custom business backpacks isn’t just about comparing quotes—it’s about identifying who actually has the manufacturing depth to deliver on a complex order, on time, at scale. Here’s what sets us apart.
20+ Years of Backpack Manufacturing Experience
With more than two decades of dedicated OEM/ODM research and development, we’ve built deep, practical knowledge of the quality benchmarks that matter across different export markets—particularly the stricter compliance expectations of Europe, North America, and Oceania. This isn’t theoretical knowledge; it’s been shaped by hundreds of real production runs, each one teaching us something about how materials, hardware, and construction hold up under different climates, use cases, and regulatory environments.
Integrated Supply Chain (In-House Material Factory)
This is where we differ most from typical assembly-only factories. We don’t just sew and pack—we own our raw material production. That single structural difference translates into three concrete advantages for our clients:
- More competitive ex-factory pricing, since we eliminate the markup layers that come from outsourcing fabric and hardware to third-party mills
- Tighter lead-time control, because we’re not waiting on an external vendor’s own production queue before we can even start assembly
- Stricter color and quality consistency, particularly critical for multi-unit corporate orders where even slight fabric or hardware variance is unacceptable
For buyers who’ve been burned before by suppliers who overpromise on customization and underdeliver on consistency, this integrated model is often the deciding factor.
Verified Certifications & Global Export Backers
Beyond production capability, we maintain the certifications global brands and retail channels require before they’ll even consider a factory—covering material safety, environmental compliance, and social responsibility standards. This is the operational foundation that allows us to support everything from boutique corporate gifting orders to large-scale retail and e-commerce fulfillment, without compromising on the standards that matter to serious buyers.
Ready to Source Your Custom Business Backpacks?
Building a successful custom business backpack takes more than skilled craftsmanship—it requires a supply chain partner who genuinely understands your brand’s needs and can control material sourcing and lead times from the ground up. That’s the difference between a supplier who simply fulfills an order and one who becomes a long-term manufacturing partner.
Ready to launch your next custom business backpack project? Contact Quanzhou Nice Bags today for a free professional Tech Pack review and fabric swatch package. [Explore our Business Backpacks Collection →]
Q1: What is your Minimum Order Quantity (MOQ) for custom business backpacks?
While standard large-scale factories require 3,000+ units, Quanzhou Nice Bags offers highly flexible MOQ terms, typically starting at 500 to 1,000 units for custom designs. Because we run our own in-house material and hardware factories, we do not have to wait for third-party mill minimums. This allows us to offer low-volume custom runs with premium custom-dyed fabrics and specialized metal plating without charging exorbitant setup fees.
Q2: How do you prevent electroplating color differences on zippers and metal hardware?
Color variance (known as “batch-to-batch variance” or 缸差) is a common issue when factories outsource hardware. Since we operate our own specialized hardware factory, we electroplate the custom zipper pullers, D-rings, and adjusters simultaneously in the exact same chemical bath. This precise in-house control ensures 100% color consistency and a premium, uniform metallic sheen across all hardware components.
Q3: Can you match different colored zippers with matching sewing threads for small orders?
Yes, absolutely. Unlike smaller workshops that default to a single generic thread color to save labor, we dedicate a flexible production line for boutique orders. We source high-strength, color-matched bonded nylon threads to pair with every individual zipper tape color. Our senior sewing operators adjust the machine tension and perform manual thread changeovers for each compartment to ensure a clean, retail-ready finish.
Q4: What is your timeline for sample development and bulk production?
Sample Development: Typically takes 7 to 10 days once we receive your Tech Pack, reference image, or 2D sketch. This includes custom brand color matching and initial prototyping.
Mass Production: Generally takes 30 to 45 days from the date of pre-production sample approval, depending on the complexity of your custom specifications.
Q5: How do you guarantee the water resistance and load-bearing durability of the backpacks?
Every custom business backpack design undergoes rigorous physical testing before mass production. We source premium high-density fabrics with double-layered water-resistant PU coatings to protect electronics from sudden downpours. To prevent common failures like handle tearing or seam splitting, our bags pass strict 15kg load-bearing drop tests and seam-strength tension tests. By ensuring both fabric durability and reinforced stitching at all stress points, we help our clients maintain a near-0% return rate on retail platforms.
Q6: I don’t have a professional Tech Pack. Can you still manufacture custom backpacks for me?
Yes, you don’t need a professional technical document to start. Over our 20+ years of manufacturing, we have helped hundreds of brands launch products from scratch. You only need to send us a simple 2D sketch, a mood board, or even photos/links of reference bags you like. Our in-house design and prototyping team will help translate your ideas into a physical bag, suggesting the best materials, hardware, and structural adjustments to fit your budget and brand vision.